

Metallstanzen ist ein Verfahren zur Massenproduktion mit Stanzmaschinen und Werkzeugen. Es ist präziser, schneller, stabiler und kostengünstiger als Laserschneiden und Biegen mit Biegemaschinen. Die Werkzeugkosten müssen jedoch unbedingt berücksichtigt werden.
Gemäß der Unterteilung wird das Metallstanzen in gewöhnliches Stanzen unterteilt.Stanzen,TiefziehenUndNCT-Stanzung.
Bild 1: Eine Ecke der Stanzwerkstatt von HY Metals.
Das Metallstanzen zeichnet sich durch hohe Geschwindigkeit und Präzision aus. Die Schnitttoleranz beim Stanzen beträgt ±0,05 mm oder besser, die Biegetoleranz ±0,1 mm oder besser.


Stanzwerkzeugkonstruktion
Sie benötigen Stanzwerkzeuge zur Herstellung der Teile, wenn die Losgröße über 5000 Stück liegt oder wenn die Fertigung mit einer Laserschneid- und Biegemaschine zu teuer ist.
Das Ingenieurteam von HY Metals analysiert Ihr Metallteil und entwirft ein optimales Stanzwerkzeug entsprechend Ihren Produktzeichnungen und Ihrem Kostenbudget.
Bild 2: Wir verfügen über eine starke technische Unterstützung im Bereich Werkzeugkonstruktion.
Es kann sich um ein Folgeverbundwerkzeug oder eine Serie von Einzelstempelwerkzeugen handeln, je nach Struktur, Menge, Lieferzeit und gewünschtem Preis.
Ein Folgeverbundwerkzeug ist ein Stanzwerkzeug, das alle oder mehrere Bearbeitungsschritte gleichzeitig ausführen kann. Unter Umständen benötigen Sie nur einen einzigen Folgeverbundwerkzeugsatz, um ein fertiges Teil herzustellen.
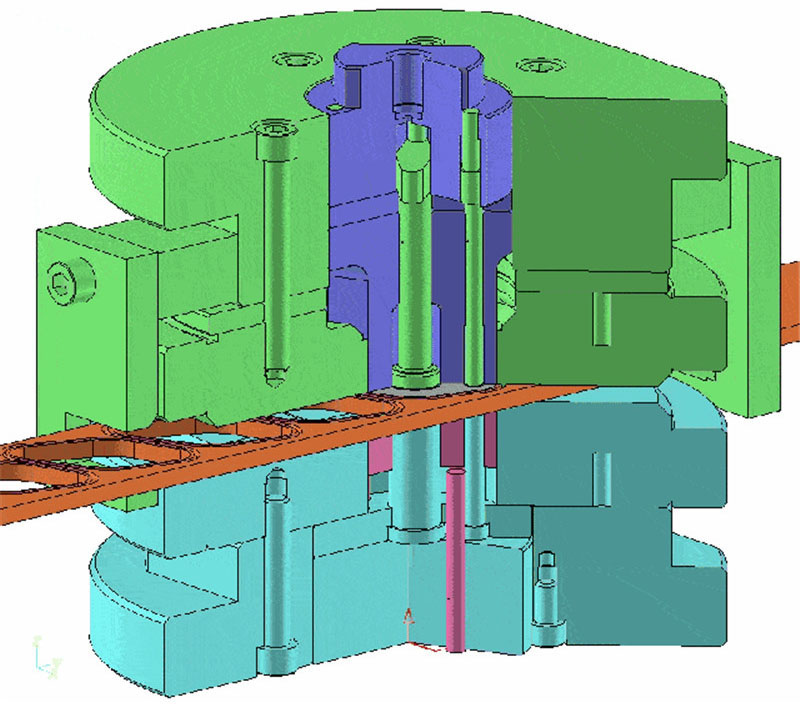
Bild 3: Dies ist ein Beispiel für ein einfaches Folgeverbundwerkzeug, das in einem Arbeitsgang schneidet und biegt.
Das Stanzen mit einem einzelnen Stempel ist ein schrittweiser Stanzprozess. Er kann Stanzschneidwerkzeuge und mehrere Stanzbiegewerkzeuge umfassen.
Einzelstempelwerkzeuge sind einfacher zu bearbeiten und in der Regel günstiger als Folgeverbundwerkzeuge. Allerdings ist die Massenproduktion damit langsamer, und die Stanzteile haben einen höheren Stückpreis.
Stanzen und Schneiden
Normalerweise ist das Stanzen der erste Schritt, um Löcher oder Formen auszuschneiden.
Das Stanzen ist wesentlich schneller und kostengünstiger als das Laserschneiden.
Stanzen
Für einige konkave und konvexe Strukturen oder Rippen an Blechteilen benötigen wir Stanzwerkzeuge, um diese herzustellen.
Stanzen Biegen
Das Stanzen und Biegen ist günstiger und schneller als das Biegen mit Biegemaschinen. Es eignet sich jedoch nur für Teile mit komplexer Struktur und kleinen Abmessungen, beispielsweise 300 mm × 300 mm. Denn bei größeren Biegeabmessungen steigen die Werkzeugkosten.
Bei besonders großen Teilen und solchen in großen Stückzahlen konstruieren wir daher manchmal nur Stanzwerkzeuge, keine Biegewerkzeuge. Die Teile werden dann ausschließlich mit Biegemaschinen gebogen.
Wir verfügen über 5 professionelle Werkzeugkonstruktionsingenieure, die Ihnen die besten Lösungen für Ihre Metallstanzteile anbieten werden.


Bild 4: Werkzeuglager für Stanzteile von HY Metals
Wir verfügen über mehr als 20 Stanz- und Prägemaschinen mit Schließkräften von 10 bis 1200 Tonnen für die Metallbearbeitung. Wir fertigen Hunderte von Stanzformen im eigenen Haus und produzieren jährlich Millionen von Präzisionsmetallteilen für Kunden weltweit.
Bild 5: Einige Stanzteile von HY Metals
Bei besonders großen Teilen und solchen in großen Stückzahlen konstruieren wir daher manchmal nur Stanzwerkzeuge, keine Biegewerkzeuge. Die Teile werden dann ausschließlich mit Biegemaschinen gebogen.
Wir verfügen über 5 professionelle Werkzeugkonstruktionsingenieure, die Ihnen die besten Lösungen für Ihre Metallstanzteile anbieten werden.

Abbildung 6: Tiefziehen und Stanzen von Kupferteilen
Dies ist ein Tiefzieh- und Stanzteil aus Kupfer.
Wir haben insgesamt 7 Sätze Einzelstempelwerkzeuge für dieses Teil entworfen, darunter 3 Sätze Tiefziehwerkzeuge zum Umformen und 4 Stanzwerkzeuge zum Schneiden und Biegen.
Bild 7: Einige von HY Metals gestanzte NCT-Produkte

NCT-Stanzen
Die Bezeichnung NCT-Stanze ist die Abkürzung für Numerical Control Turret Punch Press, auch bekannt als Servo Punch, und bezeichnet eine automatische Maschine mit industriellem Steuerungssystem.
Die NCT-Stanzung ist ebenfalls ein Kaltumformverfahren. Sie wird häufig zum Stanzen von Maschenlöchern oder OB-Löchern verwendet.
Bei Blechteilen mit vielen Löchern ist das Stanzen mit Nadel- und Drahtkontakt (NCT) eine bessere Option, da es kostengünstiger und schneller ist als das Laserschneiden.
Und wir wissen, dass beim Laserschneiden durch die Hitze eine gewisse Verformung entsteht.
Das NCT-Stanzen ist ein Kaltverfahren, das keine Wärmeverformung verursacht und die Ebenheit des Blechs erhält.